You need a person, not just a machine:
Welding takes years to master. If you are working on a project and want parts welded, you need to focus on finding an experienced welder, not just a machine. While a novice can stick two parts together, a high quality weld requires knowledge and dexterity that can only be acquired through lengthy practice. Most professional welders go to trade school, and master welders can command high salaries.
How Welding Works:
In short, a large electrical current is passed from a torch through metal in a region to be joined. The current creates intense heat, which melts the work pieces. When the metal cools, the pieces are fused together. Different types, thicknesses, and shapes of metal require different electrical currents and welding torch techniques. There are also several classes of welding instrument, which usually differ in the manner in which additional metal (called filler metal) is added to the weld and in how the weld environment is protected.
Why is Welding Used?:
Welding can be used to join together metal parts of most common metal alloys. Welding can be performed on very thin and small structures such as performance exhaust systems, as well as very large components such as building girders and large diameter steel pipe. Compared to other methods of joining metal, such as rivets or bolts, welding has the following advantages:
1. Continuous seal (no leaks)
2. No stress concentration near fasteners
3. Less mass and fewer components
4. With proper post processing, the joint can be as strong as the material itself
5. Excellent for repair work
3 Principle Types of Welding:
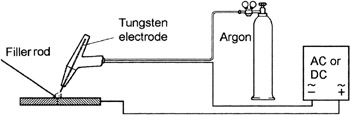
Tungsten Inert Gas (TIG) - The torch contains a solid tungsten electrode which does not melt. Current is fed to the torch by a hollow cable, through which an inert gas (usually Argon) flows. The argon gas flow is used to shield the weld, and current is activated using a foot pedal to begin welding. If filler metal is needed, it is fed in by hand. TIG is the most common method used for small projects.
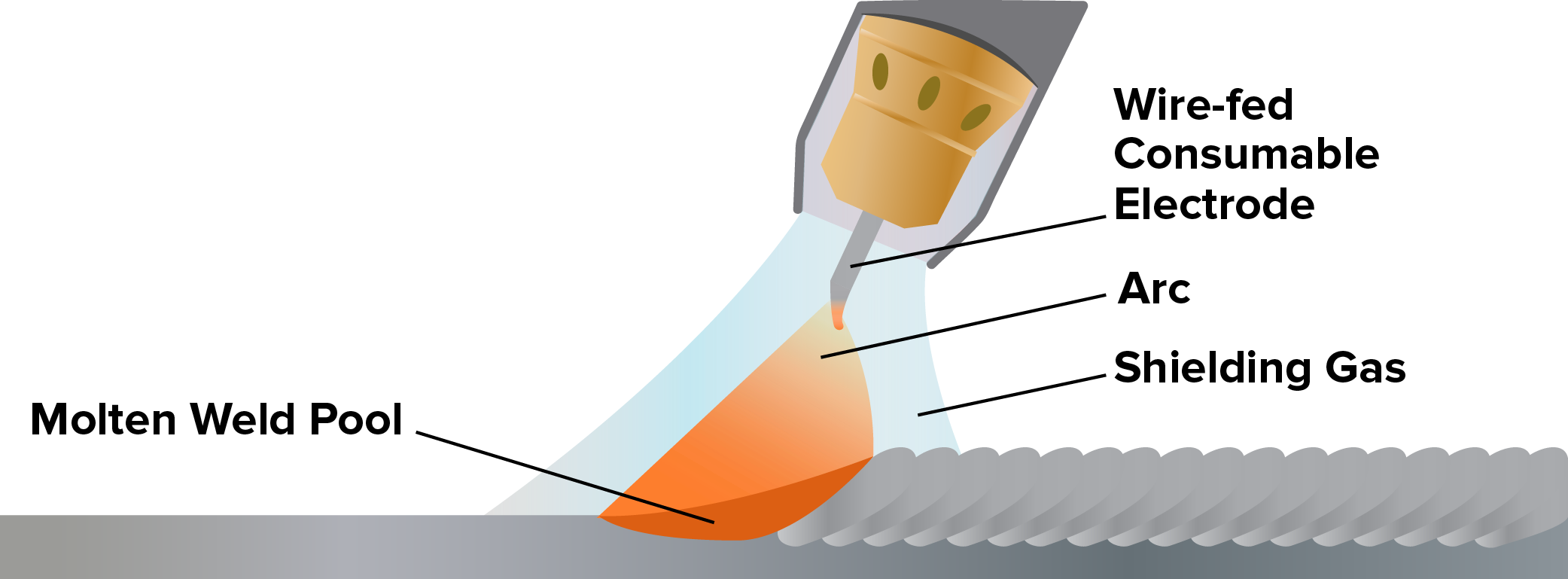
Metal Inert Gas (MIG) - The electrode is a consumable metal wire which also serves as filler material. Wire is fed into the weld by a motorized spool in either the welding instrument or in the torch itself. Inert gas, such as Argon, is used to shield the weld environment. MIG welding is faster than TIG welding and can be more easily controlled; however, the quality is often worse than TIG.
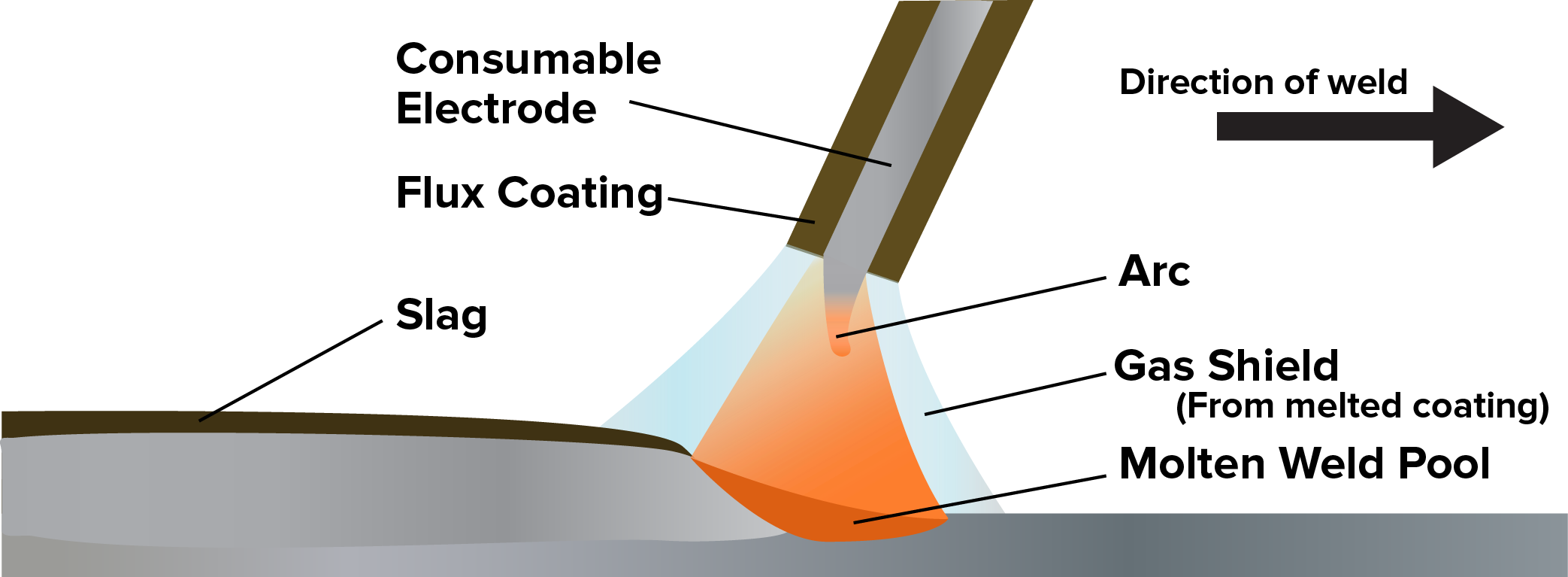
Stick Welding - Instead of a torch, a stick electrode is used. The stick is held in a special clamp, which passes current through the stick. The stick is composed of expendable filler metal, surrounded by flux which volatilizes into gas to protect the weld. Stick welding is most commonly used for construction welding. It has the advantage of being usable in high winds and adverse environments.
Welding Restraints:
Like any manufacturing method, welding is not ideal for every material and application. The following is a list of the most significant limitations on welding.
1. Contaminants - welding (particularly TIG) is very sensitive to contaminants. Both from the surface of the material and from the environment. Surfaces must be carefully cleaned of debris and oil before welding. The environment around the arc must be carefully controlled using shielding gas or another method to prevent burning and oxidation.
2. Portability - the higher quality welding techniques such as TIG are not very portable, as a supply of shielding gas is required. Furthermore, professional units usually cannot be run off of standard 110V AC power; 220V outlets are needed. Small stick welding units are versatile, but still require electricity.
3. Safety - welding requires safety precautions. The arc is bright enough to severely damage the eye if looked at even briefly. Furthermore, the light and heat are intense enough to cause a "sun burn" if the welder does not wear proper clothing. In addition, accidental shocks can occur, and the welder must be wary of touching hot components.
4. Material Selection - metals can only be welded to like metals (ex. aluminum cannot be welded to steel). In addition, some metals such as stainless steel, titanium, and inconel require extensive shielding and may be welded in inert gas hoods. Some materials, such as galvanized steel, cannot be welded as hazardous fumes are generated.
5. Jigging - often the most time consuming part of welding is set up. Parts must be carefully positioned and secured prior to welding. Welds are fairly permanent and cannot easily be removed without damaging the part. Thus, proper preparation is key.
6. Thermal stress - welding applies extensive heat to a material, leading to thermal expansion. After welding, materials cool and contract. This can introduce unexpected stress that warps and deforms parts.
6. Knockdown - most engineering metals are heat treated to a specific temper. The heat of welding causes microscopic changes that "undo" the temper. This usually results in a loss of strength in the weld and surrounding area. This is referred to as a welding "knockdown", and engineers must be careful to account for it when designing welded parts.
Places you can weld on campus and cost:
1. Mechanical Engineering Shop in Hammerschlag C Level
Would require quote, expensive
2. Chemical Engineering Shop in Doherty A Level
Would require quote, expensive
3. Carnegie Mellon Racing Garage in East Campus Garage Basement
Join team and be trained; bribe team welder with food and drink
4. School of Art MetalFab Shop in Doherty D200A
Take class (preference given to fine arts majors) or find a friend who has taken the class
5. FRC Robotics Shop in Gates
Join FRC