Introduction
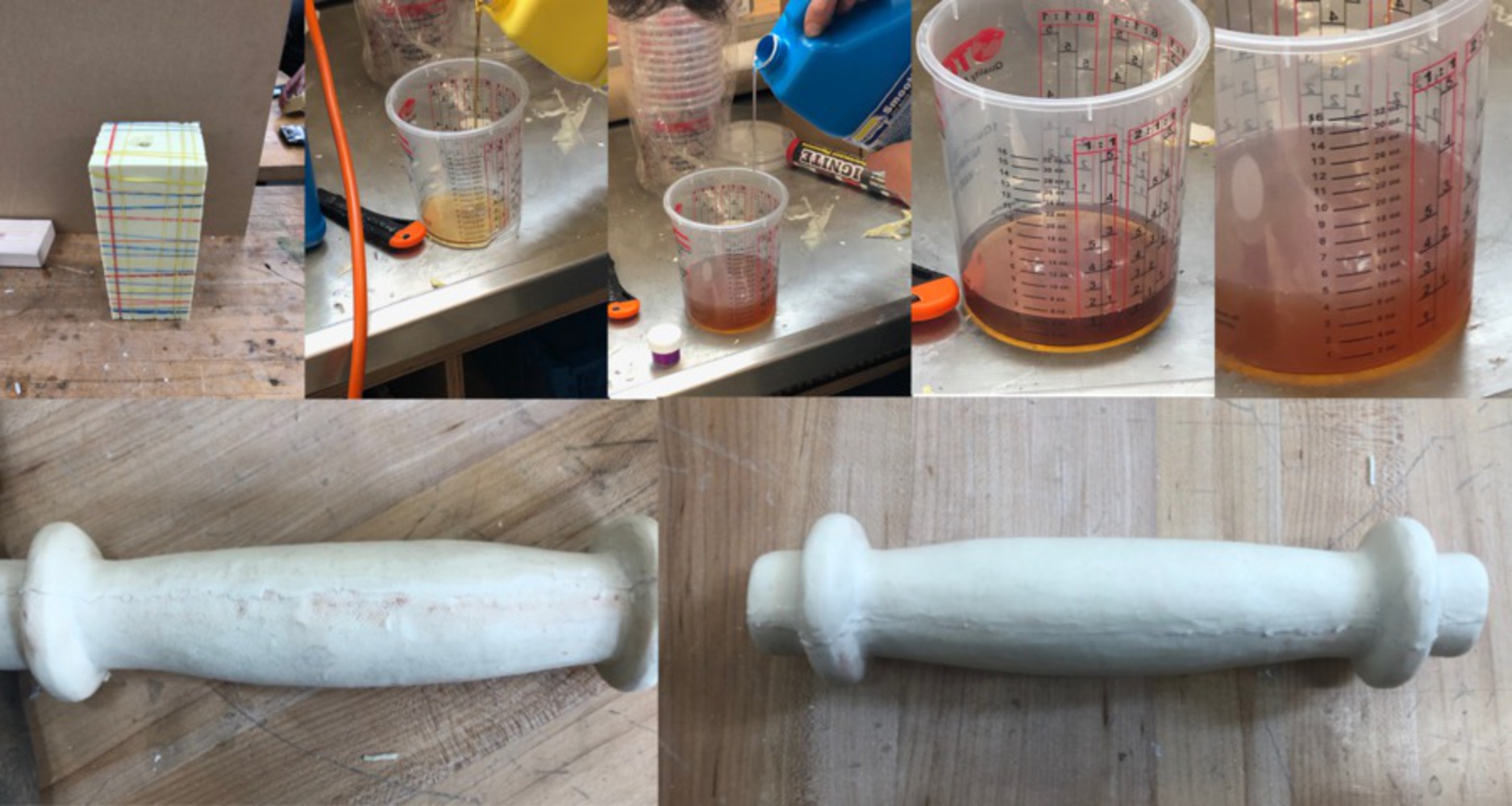
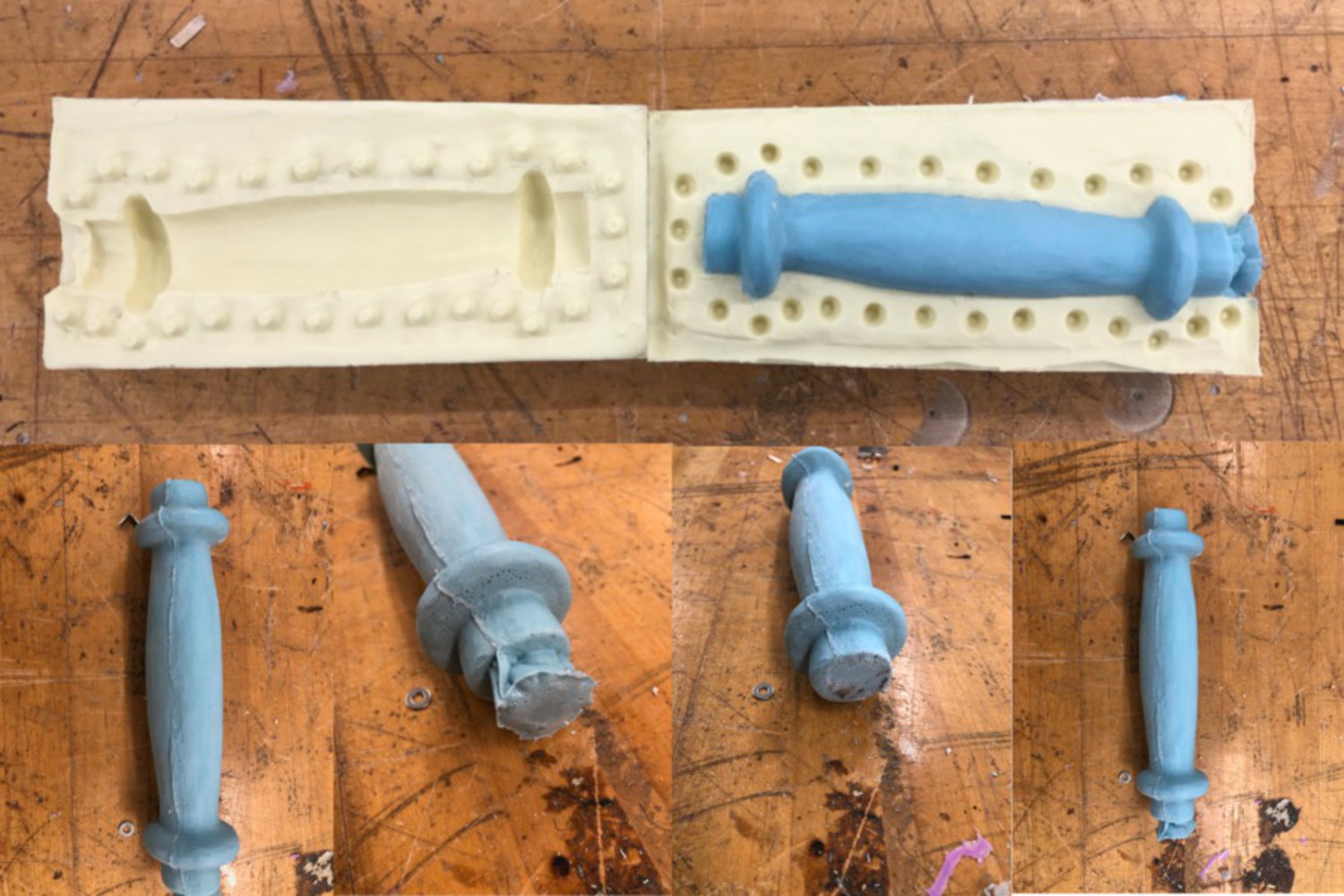
With my redesigned barbell handle fully designed and sculpted, I could begin to produce a more hands on friendly model. This is to be done by creating a two part silicon negative mold which could then be used to cast a two part epoxy resin, thus creating a solid plastic positive. Three casted parts will be created with an attempt to successively produce a better part with each iteration. The best of the three will be sanded down at the seams and further refined until a final model is produced.
Starting
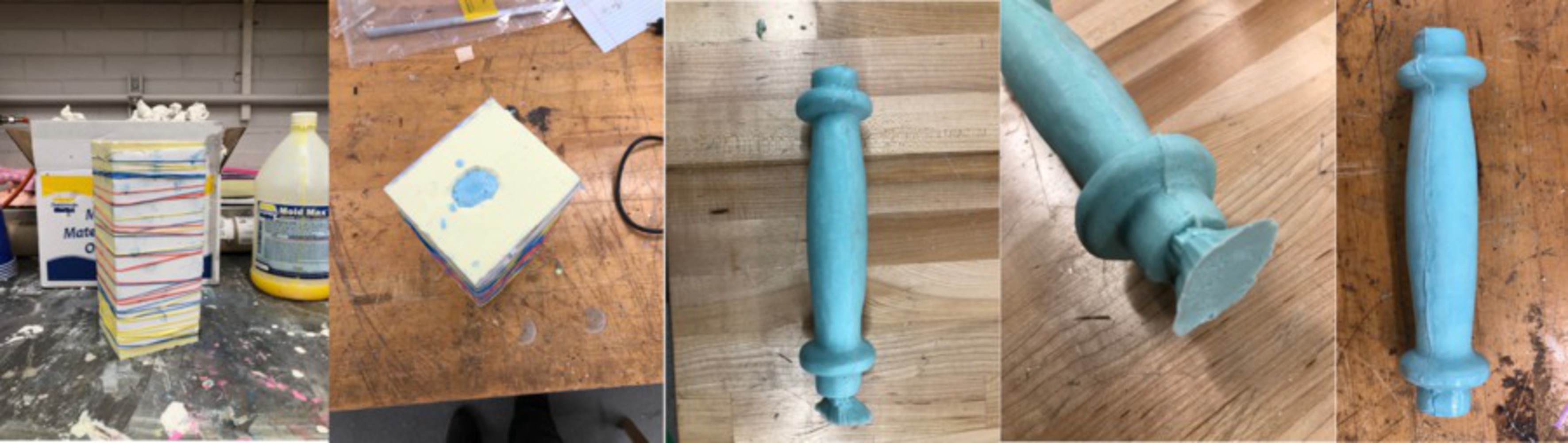
Beginning with the clay model from project 3, I made sure the model was at a level of refinement needed for the casting process. I then calculated the size of the bounding box needed such that there is ample wall thickness around each part of the clay positive. I then cut five of the six sides of the foam core box needed to create the first half mold. The next step is laying clay to block the bottom half of the clay model.
Laying Clay
I began by putting clay down in the center of the foam core rectangle that is to be the bottom of the molding box. I then placed the clay positive on top to check its height in the box. This repeated until the clay positive was at the correct height above the bottom. Once at the correct height, a piece of saran wrap was laid down on top of the soft clay and the clay positive was laid down on top of the plastic wrap. The wrap is used to prevent the clay positive from sticking to the softer molding clay (See below).