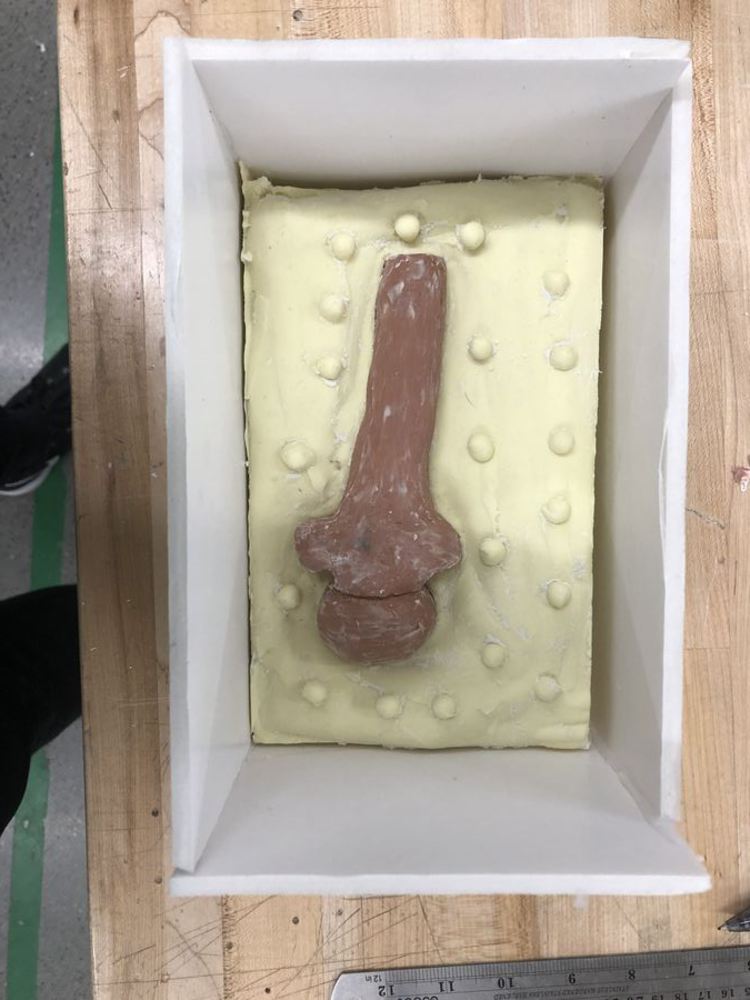
The project began by making the mold for which our cast will be poured into. The mold was made by a different white clay which we fitted into a foam core box. I decided to make my mold into a two part mold where I divided my handle into two halves. The process is done by covering half of the handle with white clay and then pouring silicon over to create half of the mold. Once half of the mold sets, the handle is placed in another foam core box with the first silicone mold and silicone is then poured again to produce the second half that will create the entire mold.
Outcome



After both sides of the mold were made. the process of casting could begin. A hole was made using a drill and a small drill bit to allow for a funnel to be inserted. The hole led to the open space in the mold so that when the two part resin was poured, the space would be filled, creating the mold.


First attempt of casting. Note the lack of features that was higher than the centerline. After this cast, additional holes where those feature protruded were made so air could escape as the resin was poured. This is seen in the sample picture where noticeable resin was leaking from the top.

Second cast. This cast was more successful in creating the spine and eye features that were absent from the first cast. However, silicone that was not part of the molds were stuck onto the cast that made undesirable features. The last cast made sure to make the cavity of the molds as clean as possible.






You can upload files of up to 20MB using this form.