Designing Around Kerf
Now that you know the kerf on your material, you need to know how to design around it! I like to design all of my parts as if kerf doesn't exist. This assumption lets me design any interlocking or tabbing section parametrically since I can make tab holes the same size as the tab itself. As you never know when or how many times your design or material might change, it's really advantageous to design as parametrically as possible. This might mean making tab hole widths equal to the width of other parts or assuming a hole is the perfect size to correctly press fit a dowel.
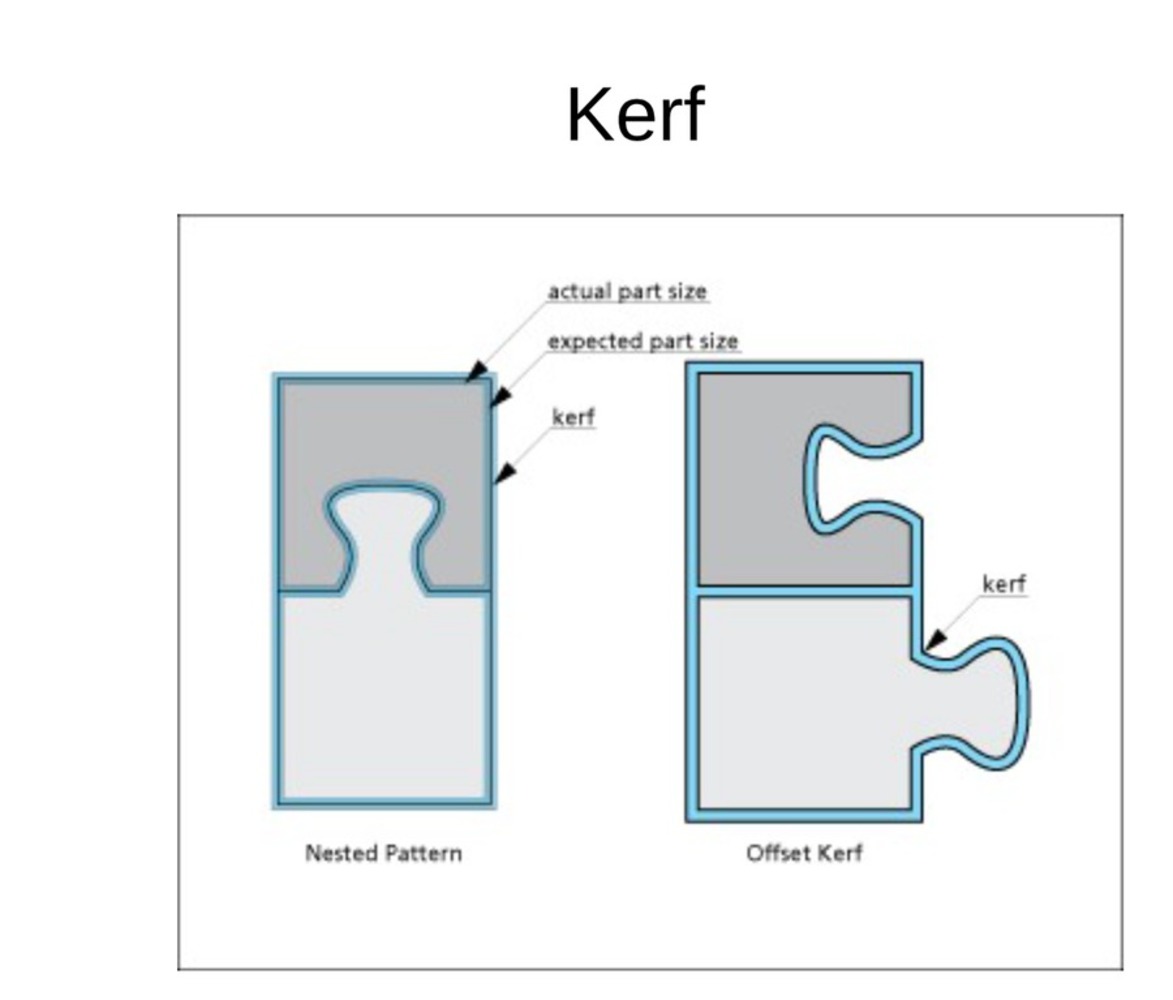
Right before laser cutting, expand the outer surfaces of each part in the CAD software (Inflate in Maya & Rhino, Offset in SolidWorks) by the kerf value that you measured earlier. The diagram below illustrates how this might look.
If you're using a compressible material (like wood, hardboard, or cardboard), the average of the kerf values you measured should work well. If you're using something more rigid or likely to crack (like acrylic) and having pieces interlock or tab into one another, it might be beneficial to increase the outer surface by a value a little less than kerf.
This means your parts in the real world may end up a little smaller than in your design. This can be good! If you overestimated kerf, some of the widths or heights of your parts may have ended up too large (or the holes may have been too small). Even if you didn't overestimate kerf, the variability in the laser cutter could still cause these errors. If the assembly ends up having any interaction between two pieces that is too tight, the materials can crack.